LED lighting has revolutionized factory illumination, offering numerous benefits for industrial facilities. Here's an overview of why LED lights are becoming the preferred choice for factory lighting:
Energy Efficiency and Cost Savings
LED lights are significantly more energy-efficient than traditional lighting options like metal halide or fluorescent fixtures. They can reduce energy consumption by up to 75%, leading to substantial cost savings on electricity bills. This efficiency translates to a lower environmental impact and helps factories meet sustainability goals.
Improved Light Quality and Worker Productivity
LED lights provide better quality illumination, with higher color rendering indexes (CRI) that allow for more accurate color perception. This improved lighting can enhance worker productivity and reduce errors in tasks requiring visual precision. LED lights also offer customizable color temperatures, allowing factories to create environments that promote alertness and reduce fatigue.
Enhanced Safety
Proper lighting is crucial for workplace safety in industrial settings. LED lights offer several safety advantages:
• Instant on/off capability without warm-up time
• No flickering, which can cause eye strain and headaches
• Better visibility in all areas of the facility
• Better visibility in all areas of the facility
These features contribute to a safer work environment and can help reduce accidents and injuries.
Longevity and Reduced Maintenance
LED lights have a significantly longer lifespan compared to traditional lighting options. Many LED fixtures can last up to 50,000 hours or more, reducing the need for frequent replacements. This longevity translates to lower maintenance costs and less downtime for lighting repairs or replacements.
Versatility and Control
LED lighting systems offer greater flexibility in terms of control and customization. They can be easily integrated with smart lighting systems, allowing for:
• Dimming capabilities
• Motion sensors for energy savings in less-frequented areas
• Scheduled lighting adjustments to match shift patterns
• Zone-specific lighting control
This level of control can further optimize energy usage and tailor lighting to specific factory needs.
Durability in Industrial Environments
LED lights are well-suited for harsh industrial environments. They are resistant to vibrations, temperature fluctuations, and can be designed to withstand dust and moisture. This durability makes them ideal for factories with challenging conditions.
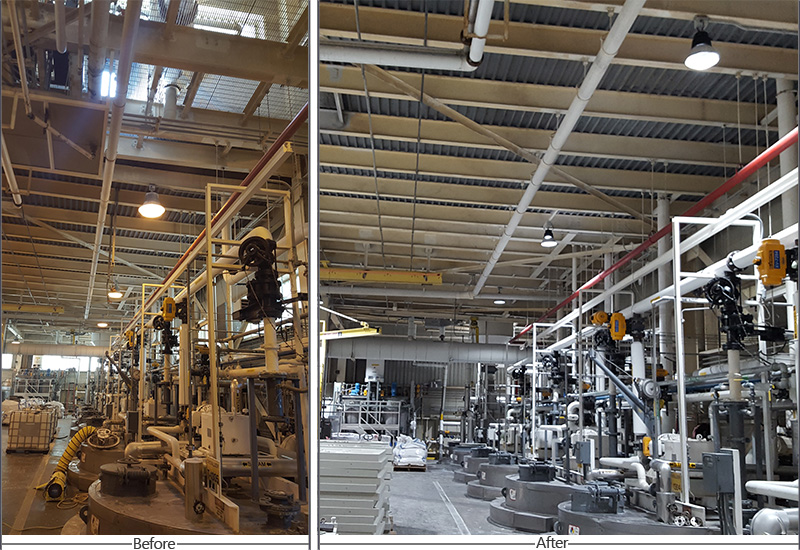
FEATURED FACTORY LIGHTING PROJECTS
Italian Factory LED Lighting Upgrade Case Study
Product NO: XJ-HBS150W
Project Overview: In April 2024, an Italian industrial facility upgraded its lighting to enhance production efficiency and workplace comfort. They selected 500 XJ-HBS150W LED high bay lights from our HBS series for their energy efficiency and brightness.
Results: Post-installation, the factory achieved 300 lux average illuminance, ideal for productive yet comfortable workspaces. Employees reported improved efficiency and satisfaction.
Customer Feedback: Clients praised the lighting's quality and its contribution to energy savings and emissions reduction goals.
Conclusion: This case demonstrates our commitment to optimizing industrial environments with efficient, high-performance LED lighting solutions.
XJ-HBS150W Replaces 400W MH in USA Factory
Product NO: XJ-HBS150W-2
TIn a steel plant in the USA, our XJ-HBS150W High Bays (Product NO: XJ-HBS150W-2) successfully replaced 400W Metal Halide lights. Concerns about dust were addressed through testing, confirming that our high bays efficiently manage dust with air convection and excellent heat dissipation. This ensures a clean environment under the lights.
The installation resulted in impressive savings of up to 63% in energy costs, while providing higher lux levels on the factory floor. The customer is satisfied with both the economic benefits and the improved lighting conditions achieved with our XJ-HBS150W high bays.
XJ-HBS150W Installed in Factory
Product NO: XJ-HBS150W-2
This factory project initially used 600W Metal Halide (MH) lights. Due to complex application requirements and the need to change lamp locations, we conducted a new lighting design and simulation. After confirming the design and conducting a one-month sample test, the factory replaced 96 units of 600W MH with 80 units of XJ-HBS150W-2.
This resulted in over 75% energy savings and significantly brighter lighting, much to the customer's satisfaction.
Conclusion
Upgrading to LED lighting in factories offers a compelling combination of energy efficiency, improved light quality, enhanced safety, and long-term cost savings. As technology continues to advance, LED lighting solutions are becoming increasingly sophisticated, providing factories with powerful tools to optimize their lighting for productivity, safety, and sustainability.
When considering a factory lighting upgrade, SEEKING LED-LIGHTING LIMITED can help ensure the chosen LED solution meets the specific needs of your industrial facility.
FEATURED FACTORY LIGHTING PRODUCTS